- · 《装备维修技术 》栏目设[06/29]
- · 《装备维修技术 》投稿方[06/29]
- · 《装备维修技术 》征稿要[06/29]
- · 《装备维修技术 》刊物宗[06/29]
来稿应自觉遵守国家有关著作权法律法规,不得侵犯他人版权或其他权利,如果出现问题作者文责自负,而且本刊将依法追究侵权行为给本刊造成的损失责任。本刊对录用稿有修改、删节权。经本刊通知进行修改的稿件或被采用的稿件,作者必须保证本刊的独立发表权。 一、投稿方式: 1、 请从 我刊官网 直接投稿 。 2、 请 从我编辑部编辑的推广链接进入我刊投审稿系统进行投稿。 二、稿件著作权: 1、 投稿人保证其向我刊所投之作品是其本人或与他人合作创作之成果,或对所投作品拥有合法的著作权,无第三人对其作品提出可成立之权利主张。 2、 投稿人保证向我刊所投之稿件,尚未在任何媒体上发表。 3、 投稿人保证其作品不含有违反宪法、法律及损害社会公共利益之内容。 4、 投稿人向我刊所投之作品不得同时向第三方投送,即不允许一稿多投。 5、 投稿人授予我刊享有作品专有使用权的方式包括但不限于:通过网络向公众传播、复制、摘编、表演、播放、展览、发行、摄制电影、电视、录像制品、录制录音制品、制作数字化制品、改编、翻译、注释、编辑,以及出版、许可其他媒体、网站及单位转载、摘编、播放、录制、翻译、注释、编辑、改编、摄制。 6、 第5条所述之网络是指通过我刊官网。 7、 投稿人委托我刊声明,未经我方许可,任何网站、媒体、组织不得转载、摘编其作品。
激光焊接技术在航空领域的应用
作者:网站采编关键词:
摘要:在 70 年代初期的航空航天工业中,美国已使用 15kW CO2 激光器对飞机制造行业的各种材料和零件进行焊接测试、评估和工艺标准化。使用 6kW CO2 激光器焊接喷气发动机燃烧室衬套。该零
在 70 年代初期的航空航天工业中,美国已使用 15kW CO2 激光器对飞机制造行业的各种材料和零件进行焊接测试、评估和工艺标准化。使用 6kW CO2 激光器焊接喷气发动机燃烧室衬套。该零件需要在 1.2 毫米厚的镍基合金轮辋和冷成型零件上进行 1.8 毫米深的焊缝。如此严格的焊缝深度要求只能通过激光焊接来实现。达到。
在空客A340飞机的制造过程中,其铝合金内隔板全部采用激光焊接,大大简化了飞机机身的制造工艺;机身蒙皮和肋骨的激光焊接取得了突破,性能有所提升,并已应用于空客A380。在结构刚度不变的情况下,用激光焊接技术代替传统铆接,可使机身重量减轻10%~20%,强度提高近20%。
 随着长寿命、高可靠性、低成本、高性能的设计和制造要求,越来越多许多新型高性能材料和复杂结构广泛应用于飞机和航空发动机的设计,如整体壁板、整体叶盘/叶片环、空心叶片、单晶/定向凝固叶片、粉末合金和复合部件。新型高性能材料和复杂结构的扩大使用,不仅提高了设备??性能,而且对航空制造和维修技术,包括焊接技术提出了更高的要求。
随着长寿命、高可靠性、低成本、高性能的设计和制造要求,越来越多许多新型高性能材料和复杂结构广泛应用于飞机和航空发动机的设计,如整体壁板、整体叶盘/叶片环、空心叶片、单晶/定向凝固叶片、粉末合金和复合部件。新型高性能材料和复杂结构的扩大使用,不仅提高了设备??性能,而且对航空制造和维修技术,包括焊接技术提出了更高的要求。
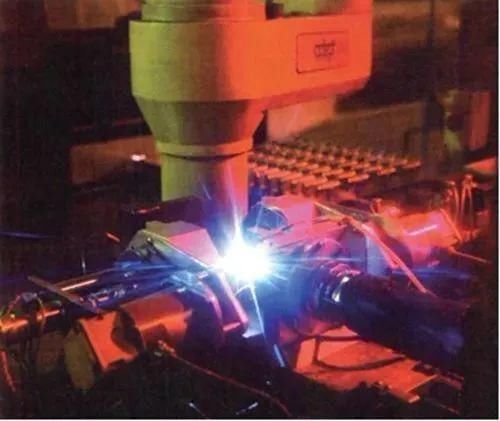
激光焊接具有能量密度高、热输入低、结构变形小、无需真空环境、高质量、高精度、高效率等技术优势,使其在各种金属中处于领先地位。材料熔焊方法;结合工业机器人、视觉传感器跟踪系统、自动送丝(送粉)系统(见图1),易于实现集成化、自动化、柔性化、批量化制造,在全球制造业中占据越来越高的地位行业 。近年来,随着大功率激光器的不断发展和激光束质量的不断提高,激光焊接技术实现了从传导焊接向深熔焊接的根本转变。应用范围进一步扩大,在航空制造和维修中具有重要意义。还要不断改进。
我国也将激光加工技术与装备列为“当前国家重点发展的高新技术产业化重点领域”。国航北京航空制造工程研究院国防科技高能束加工技术重点实验室,集激光加工技术、电子束加工技术、等离子加工技术于一体,是我国唯一拥有三同时采用光束加工技术。
 “九五”、“十五”期间,一大批研究工作,包括航空金属材料激光焊接技术与机理研究,精密激光焊接技术研究,新材料和难加工材料的焊接性及工艺优化技术研究,激光束新加工方法及关键点研究武器装备新型结构技术装备研究、提高激光性能及加工控制与质量监测技术研究、焊缝质量检测激光全息技术研究、航空结构件激光焊接技术研究等。
“九五”、“十五”期间,一大批研究工作,包括航空金属材料激光焊接技术与机理研究,精密激光焊接技术研究,新材料和难加工材料的焊接性及工艺优化技术研究,激光束新加工方法及关键点研究武器装备新型结构技术装备研究、提高激光性能及加工控制与质量监测技术研究、焊缝质量检测激光全息技术研究、航空结构件激光焊接技术研究等。
对于航空制造业的激光焊接技术,目前的研究主要集中在CO2激光和YAG激光焊接的理论和应用的建立上。各种航空金属材料,通过基础理论的建立,辅以大量的实验验证,激光焊接技术已经成熟地应用于航空和武器装备制造的多个领域。下面简要介绍几种激光焊接方法及其应用:
1.
激光-电弧混合/混合焊接
激光焊接技术在行业中的应用激光焊接技术的成熟应用,激光焊接技术的缺点逐渐暴露:设备投资、使用成本高、能源利用率低;对工件的焊接和装配精度要求高;高反射率金属难以实现激光焊接,易对激光设备造成损坏;高焊接速度导致焊缝快速凝固,容易在接头处产生气孔、咬边缺陷、焊缝组织脆性、甚至焊缝裂纹。
为了避免单一激光焊接的问题,研究人员提出了一种激光和电弧联合焊接方法。出发点是利用电弧焊的低成本和广泛的应用范围来辅助激光焊接。 Laser?-Arc复合主要是激光与PAW、TIG或MIG/MAG的复合。目前主要研究LASER-PAW和LASER-MIG两种复合焊接方法:
LASER-MIG复合焊接技术
LASER-MIG复合焊接技术是由激光电弧提出的混合焊接从此成为研究最多、应用最广泛的混合焊接方法之一(图5)。 MIG 焊是使用焊丝填充焊缝的简便方法。采用激光-电弧复合焊接方法,进一步扩大接头间隙余量,减少或消除焊后接头凹陷,改善焊缝外观;此外,通过选择不同的焊丝,还可以调整焊缝的化学成分,提高机械性能。
LASER-PAW复合焊接技术
等离子弧的引弧和电弧稳定性优于TIG焊,电极不易磨损。采用等离子弧和激光复合热源(图3))焊接是一种非常稳定的焊接技术,有助于保证焊接质量。无需真空系统,可在常压条件下焊接大中厚件;较高的焊接速度减少了零件的焊接变形;较大的焊接工艺余量,对焊前零件的装配间隙和焊缝对中要求可大大降低,具有良好的实用性。图4为LASER-PAW复合焊接飞机机筒结构仿真部分。
文章来源:《装备维修技术》 网址: http://www.zbwxjs.cn/zonghexinwen/2021/0708/1642.html